
时间:2024-06-10 05:45:24

电芯设计过程是一个复杂的系统化工程,设计工程师们通常采用自外而内的逆向设计思维,即以客户的尺寸需求和性能需求为导向,以电化学体系工艺窗口为基础,以成本控制为重要目标进行设计开发。要想深入挖掘电芯设计的“核心价值”,则必须充分理解其设计逻辑。鉴于此,笔者整理了常见的电芯设计要素并对其进行解析,以加深对电芯设计过程的理解。阅前提示:全文共5474字,预计耗时10min
?1:尺寸设计-厚度 Thickness
电芯厚度设计与客户要求的电芯出货态SOC密切相关,即不同SOC下正极片和负极片反弹存在差异(正极片和负极片反弹详见反弹设计章节)。因此,在进行厚度设计时,首先要明确电芯出货态SOC(通常是60%SOC或30%SOC航空标准),确认SOC后再对电芯进行厚度分解。
以下图所示的双错位卷绕结构(叠片结构类似)为例,根据设计表已知如下信息:
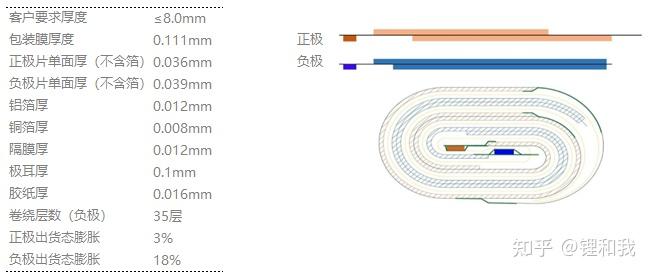
对组成电芯最终厚度的各要素进行逐层分解:
①正极料区层数:负极层数+1=36层
(包括33层双面,3层单面)
厚度=(33*2+3)*0.036*1.03=2.559mm;
②铝箔层数:负极层数+1=36层
厚度=36*0.012=0.432mm;
③负极料区层数:35层(包括34层双面,1层单面)
厚度=(34*2+1)*0.039*1.18=3.175mm;
④铜箔层数:35层
厚度=35*0.008=0.28mm;
⑤极耳层数:1层
厚度=0.1mm;
⑥胶纸层数:2+2+1=5层(2层极耳胶,2层极片胶,1层收尾胶)
厚度=5*0.016=0.08mm;
⑦铝塑膜层数:2层
厚度=2*0.111=0.222mm。
电芯出货态厚度=
2.559+0.432+3.175+0.28+0.888+0.1+0.08+0.222=7.736mm。
假设电芯厚度历史COV能力可以满足1%,则电芯3σ能力(3σ被认为是合格质量水平):3σ=3*7.736*1%=0.232mm
最终电芯厚度范围为:7.504~7.969mm,客户要求≤8.0mm,满足要求。
?2:尺寸设计-宽度 Width
若电芯为卷绕结构,则其宽度设计与出货态SOC有一定关系,若电芯为叠片结构,则其宽度设计与出货态SOC关系不大。
在进行宽度设计前,还要确认电芯折边方式,双折边/单折边对电芯宽度影响可能不同。

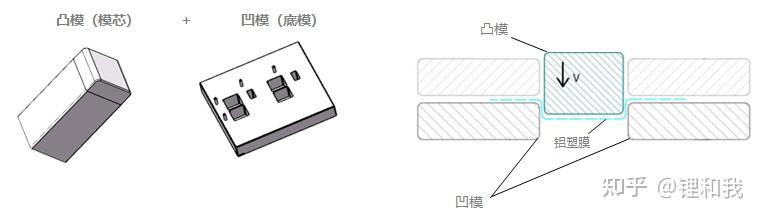
除此之外,还需要了解铝塑包装壳成型过程:显然地,电芯宽度方向还包括一个凸模R角和一个凹模R角(R角主要是为了避免应力集中导致铝塑膜破损)。
为了避免电芯折边时铝层破损,宽度方向还需要预留未封区,即封印距电芯主体的距离(通常为1.0~1.5mm),如下图所示,如果没有预留未封区,PP溢胶后极易导致折边时铝层破裂。
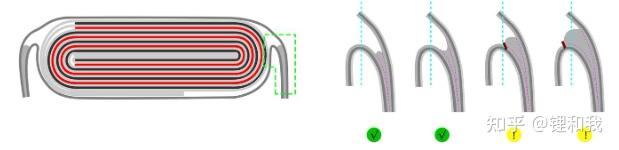
综上所述,电芯宽度设计需要考虑的因素有JR(卷芯)本体宽度、铝塑膜厚度、铝塑膜凸模R角和凹模R角设计、未封区宽度、折边方式等。
?3:尺寸设计-长度 Length
电芯长度设计与宽度设计推算逻辑类似,但细节方面存在一些差异性。首先看一下电芯长度方向示意图,其组成包括:

在长度设计过程中综合考虑以上因素,从而可以避免电芯超长导致客户无法进行装配的风险。
大致的推算逻辑为:
→客户要求电芯长度;
→确认顶封宽度;
→确认铝塑膜厚度;
→开模设计R角参数;
→顶封内未封区宽度;
→“狗耳”和“狗腿”设计;
→确认铝塑膜内腔可用长度;
→确认隔膜宽度。
?4:面密度设计 Coating Weight
降低面密度是设计高倍率电芯最快速有效的方法,增加面密度是设计高能量电芯最快速有效的方法。极片面密度越小对应的厚度也更薄,减小了Li+的扩散距离,使扩散更快速,可以有效降低浓差极化,同时Li+循环脱嵌对材料结构的破坏也更小。
不同面密度下LCO电池的快充性能
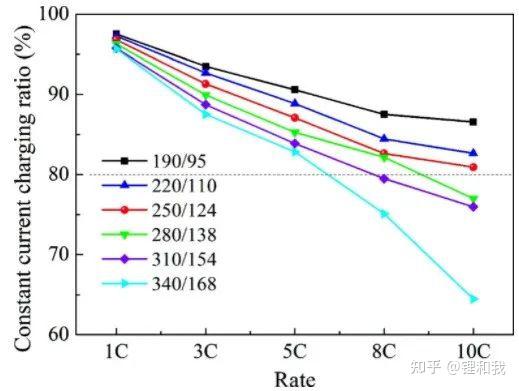
理论上说,面密度越小越有利于倍率性能,但在面密度实际设计时通常有个下限值的约束(正极面密度≥8.0mg/cm2,负极面密度≥4.5mg/cm2),这是因为当面密度小到临界值时,浆料中的大粒径颗粒无法通过涂布机模头,导致产生颗粒划痕、极片辊压亮点等严重影响电芯性能的异常问题。
消费类电池面密度设计参考表——石墨
| 倍率 | 1C | 2C | 3C | 5C | 8C | 10C |
| 面密度 | ≤10 | ≤9 | ≤8.5 | ≤7 | ≤5.5 | ≤4.5 |
?5:压实设计 Press Density
涂覆后的极片需要进行辊压处理减薄极片,从而大幅提升电池能量密度,并且通常认为正负极材料还具有一个最佳性能的压实密度。
不同负极片压实的循环曲线(黑线1.6,红线1.7,绿线1.8)
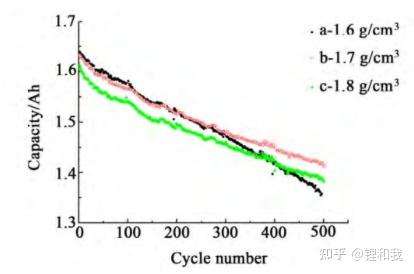
压实过高:材料组分的粒子间距离更小,接触更紧密,有利于提升电子导电性,但极片孔隙率快速下降,吸收电解液困难,不利于Li+的快速脱嵌,容易析锂;
压实过低:材料组分的粒子间距离更大,离子通道增加,有利于Li+的快速脱嵌,但粒子间的接触面积变小,不利于电子导电,极化增大。
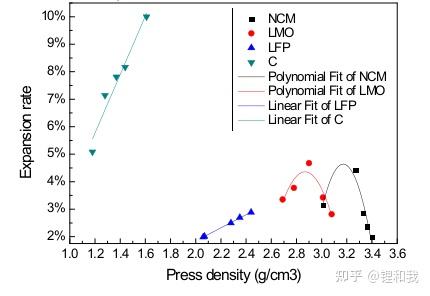
常用材料体系的压实设计范围
| 材料体系 | LCO | LMO | LFP | NCM | C |
| 压实范围 | 3.8~4.2 | 2.7~3.1 | 2.0~2.4 | 3.2~3.6 | 1.3~1.8 |
对于能量型电芯(≤3C)通常采用大粒径材料,压实设计也相对更高,而对于功率型电芯(>3C)一般采用小粒径材料,同时压实设计也相对更低。
消费类电池压实密度设计参考表——石墨
| 倍率 | 1C | 2C | 3C | 5C | 8C | 10C |
| 压实密度 | ≤1.8 | ≤1.7? | ≤1.65? | ≤1.6? | ≤1.5 | ≤1.45 |
?6:压延设计 Extension
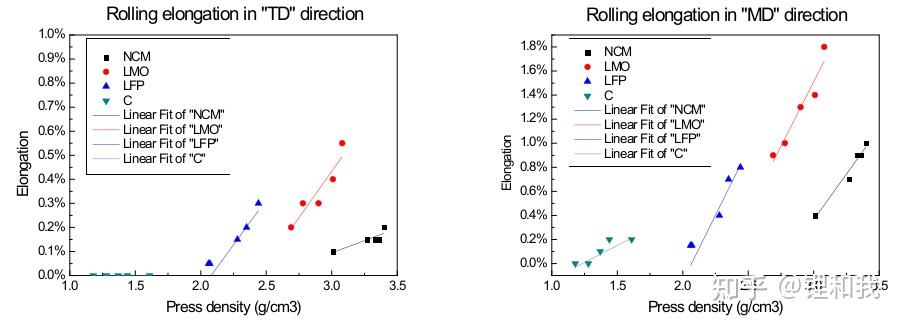
极片辊压时,金属集流体铝箔和铜箔会发生延伸,即极片在辊压后会变长。
通常,极片MD方向(垂直辊)延伸率较大,而极片TD方向(平行辊)几乎没有延伸。
| 材料体系 | NCM | LMO | LFP | C |
| TD方向 | 0.1~0.2% | 0.2~0.5% | 0.1~0.3% | 0% |
| MD方向 | 0.4~1.0% | 0.8~2.0% | 0.2~0.8% | 0~0.2% |
正、负极在不同压实下的延伸率
由于压延的存在,辊压后面密度与涂布的面密度具有差异性,这种差异性可能导致设计NP和容量发生变化。
根据容量不变原理:
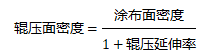
因此,进行NP设计和容量设计时,需要对面密度进行修正,一般采用辊压面密度来计算。
?7:反弹设计 Swelling
反弹设计对电芯装配过程和成品厚度至关重要,如果装配过程反弹设计不准确可能导致电芯外观不良,产生报废品,如果成品厚度反弹设计不准确,可能导致电芯超厚或超薄,不满足客户要求。极片物理反弹与材料物性、辊压方式、压实密度、极片存放时间(一般辊压后存放两天开始变得稳定)等有较大关系,通常可以参考下表设计:
| 材料体系 | LCO | LMO | LFP | NCM | C |
| 物理反弹 | 1~3% | 3~5% | 1~3% | 2~4% | 5~10% |
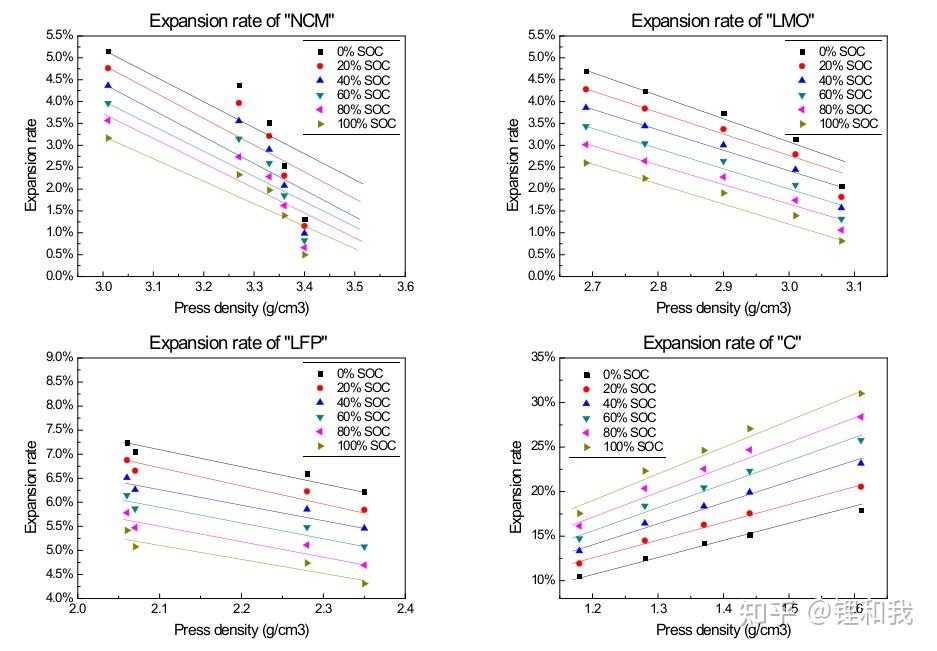
不同压实下极片物理反弹
充电态极片反弹与SOC强烈相关,SOC越大,石墨负极片厚度膨胀越明显,反弹范围在11~31%,而正极材料结构相对较稳定,不同SOC下,正极片反弹变化相对较小。
不同压实和SOC下充电反弹
?8:NP比设计 Negative/Positive
NP比又称CB值(Cell Balance),通俗的理解就是负极过量比例,通常要求理想状态下NP比≥1,否则Li+从正极脱出后无法全部被负极接纳,多余的Li+在低电位下析出在负极表面,会严重恶化电池性能和安全特性。其计算公式为:

那么,公式中的克容量是指放电克容量还是充电克容量呢?目前多数电芯厂家为了更方便核算电芯设计容量,基本都是按照放电克容量计算NP比,因此出现了LCO、LFP、NCM体系需要按不同NP比设计的说法,如下表:
常用材料体系的NP比设计(按首次放电克容量计算)
| 材料体系 | LCO | LFP | NCM |
| NP比设计 | 1.08~1.12 | 1.10~1.14 | 1.12~1.17 |
造成这种差异的原因是这三种材料的首次效率不同(LCO 94%~96%,LFP 95%~97%,NCM 85%~88%),实际上,如果按照首次充电克容量来设计NP比,则可以统一NP比标准≥1.03即可,因此,在进行NP比设计时必须要考虑材料首次效率以防止析锂。通常,正负极材料首次效率均小于100%,即在嵌锂和脱锂过程中存在容量损失,正极材料的容量损失主要是结构变化导致,负极材料的容量损失主要是形成了SEI膜。
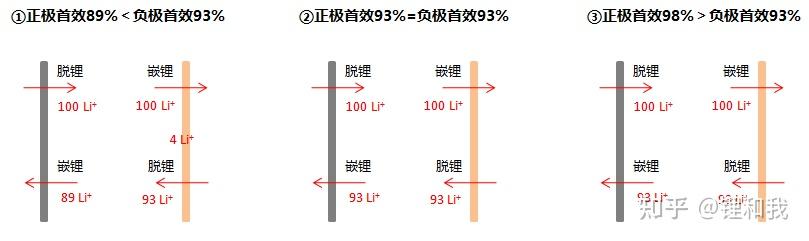
如下图,揭示了正极首效和负极首效的三种相对情况:
①正极首效<负极首效,负极脱出的Li+无法被正极完全接收,余下的Li+保留在负极;
②正极首效=负极首效,Li+被完全利用,这是一种理想的情况;
③正极首效>负极首效,负极脱出的Li+被正极完全接收,且正极还有多余的嵌锂空间。
由此得到一个结论:全电池首次效率与正极材料或负极材料首次效率较低者相等。
搞清楚首次效率之后,我们来举一个实例说明(NCM+Gr体系):
| 项目 | 正极 | 负极 |
| 1C克容量 | 190mAh/g | 350mAh/g |
| 0.1C克容量 | 204mAh/g | 355mAh/g |
| 首次效率 | 89% | 92% |
| 面密度 | 15.0mg/cm2 | 9.6mg/cm2 |
| Loading | 97.8% | 94.8% |
放电NP=(350×9.6×94.8%)/(190×15.0×97.8%)=1.14
充电NP=(355×9.6×94.8%/92%)/(204×15.0×97.8%/89%)=1.04
充电NP比≥3%认为是合理的设计,电池在首次充电过程析锂的风险较小,对应的放电NP比为1.14。
以上,充电NP比只是考虑了首次析锂问题,但随着循环的进行,正负极材料容量衰减很难保持一致,所以,最终NP比的确定还需要考虑正负极材料的衰减情况,如下图:
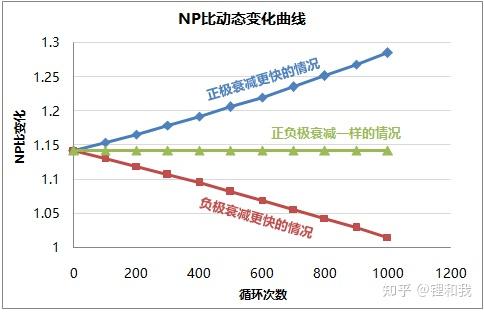
①正极衰减更快的情况:随着循环进行,析锂风险持续降低,应适当降低初始NP设计,让正极处于浅充放状态;
②负极衰减更快的情况:随着循环进行,析锂风险持续增加,应适当提高初始NP设计,让负极处于浅充放状态。
?9:极耳过流设计 Tab Design
锂电池极耳材质通常是Al、Ni、Cu(或在Cu表面镀镍)。
极耳过流设计通常是根据焦耳定律确定:

换算后,极耳横截面积:
式中:
S——极耳横截面积,单位mm2;
I——电流,单位A;
ρ——电阻率,单位Ω·mm;
t——持续通电时间,单位s;
C——极耳比热容,单位J/kg/℃;
?T——温升,单位℃;
R——电阻,单位Ω;
m——极耳质量,单位kg;
L——极耳长度,单位mm;
ω——极耳密度,单位kg/mm3。
常用极耳材质信息
| 极耳材质 | 密度kg/mm3 | 电阻率Ω·mm | 比热容J/kg/℃ |
| Al | 2.70×10-6 | 2.83×10-5 | 880 |
| Ni | 8.90×10-6 | 6.84×10-5 | 460 |
| Cu | 8.96×10-6 | 1.75×10-5 | 390 |
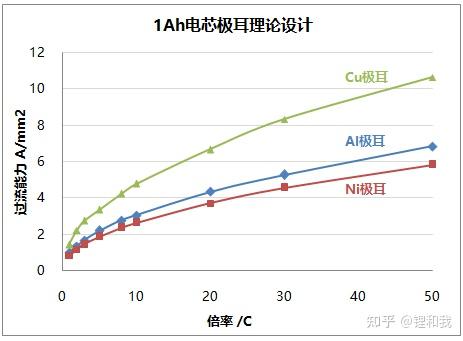
以1Ah电芯为例,理想状态下,不同倍率下的极耳设计如下表:
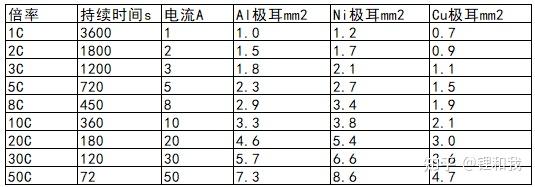
需要注意的,极耳在产热的同时也在散热,并且随着温升增加,电阻率也会发生变化,所以上表计算的Al、Ni、Cu极耳横截面积是一个比较“宽松”的标准,电芯实际设计时,极耳的过流能力比上表计算值高得多。
通常可以参考如下经验值进行设计:
| 极耳设计载流值 | ||
| Al极耳 | Ni极耳 | Cu(镀镍Cu)极耳 |
| 3~5 A/mm2 | 2~3 A/mm2 | 5~8 A/mm2 |
?10:熔胶设计 PP Melted
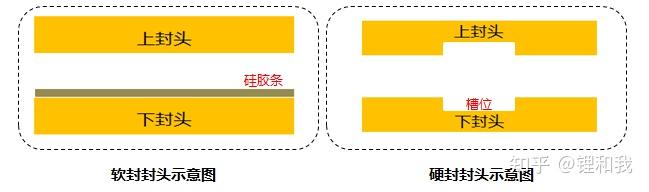
在介绍熔胶设计之前,先简单介绍软包铝塑膜的两种封装方式:软封和硬封。
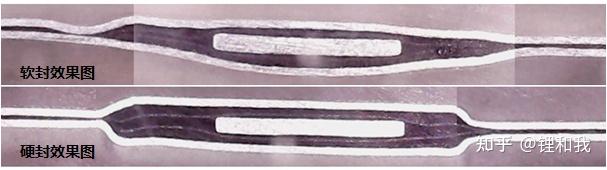
无论软封还是硬封都是通过熔胶实现密封功能,熔胶设计包括双层铝塑膜熔胶设计和极耳位置熔胶设计。

双层铝塑膜熔胶设计涉及的工序包括:
1、侧封Side sealing,2、预封Vacuum sealing,3、二封Degassing
极耳位置熔胶设计涉及的工序包括:
4、顶封Top sealing
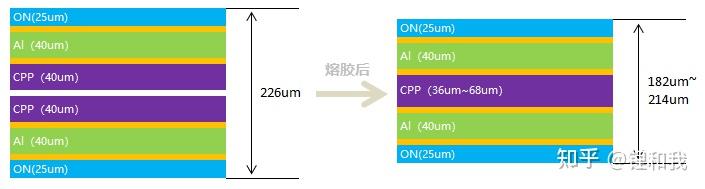
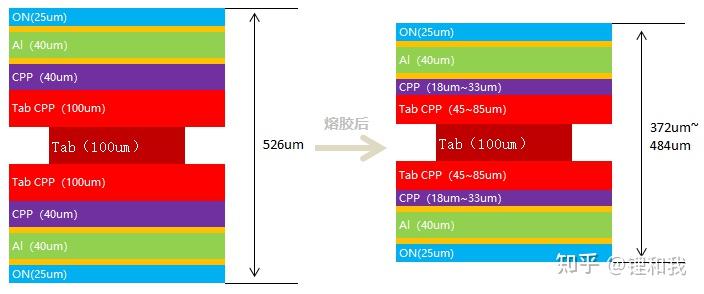
通常而言,铝塑膜PP层和极耳CPP层熔胶比例为15%~55%为宜(优选30%~40%),熔胶设计结果将为封头尺寸设计提供参考。
双层铝塑膜熔胶示意图
极耳位置熔胶示意图
?11:注液量和保液量设计 E.L. Injection and Retention
注液量和保液量通常是根据电芯极组孔隙确定的,首先确定理论保液量(电芯极组孔隙×电解液密度),再根据理论保液量确定注液量,基本原则是:在浸润充分的前提下尽可能降低电解液用量。1)首先是理论保液量计算计算理论保液量的本质就是计算电芯极组孔隙。电芯极组孔隙包括正极片孔隙、负极片孔隙、隔膜孔隙、Overhang孔隙等。
根据体积不变原理,首先计算涂层平均密度,计算公式为:
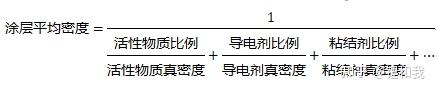
然后计算涂层孔隙率,计算公式为:
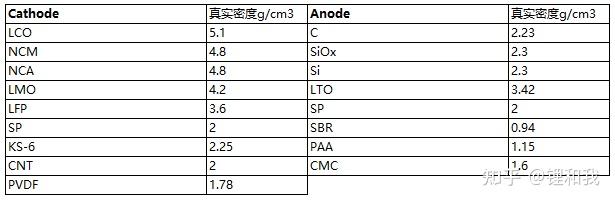
常用材料的真密度表
通常保液量范围是1.0~5.0g/Ah,与材料物性和工艺设计关系较大,即使是相同的材料体系也不可一概而论。2)根据理论保液量确定注液量注液量通常按照以下经验公式确定:注液量=理论保液量×1.06
根据经验公式进行首次验证后,需要进行注液量梯度实验,验证化成后电芯界面是否正常,二封抽气失液量是否达标,电芯循环是否满足要求等,直到探索出性价比最高的注液量值。
?12:容量设计 Capacity
在进行容量设计之前首先要明确容量测试标准:电压范围、测试温度、放电倍率都会影响电芯容量测试结果。确认以上因素的影响后,根据如下公式计算容量:电芯容量=正极克容量×涂覆面密度×正极有效涂覆面积×正极配方Loading
电芯容量计算公式揭示了影响电芯容量的因素,对分析电芯容量的异常发挥具有重要的指导意义。
假设需要设计一款容量1510mAh电芯,已知如下信息:
| 项目 | 数值 | 公差 |
| 正极克容量mAh/g | 182 | ±1 |
| 正极面密度mg/cm2 | 7.3 | ±2.5% |
| 正极片宽度mm | 55 | ±0.3 |
| 正极片长度(双面)mm | 2178.5 | ±3 |
| 正极配方Loading | 98% | ±0.2% |
第一种方法:按照理想情况计算理论容量
理论容量=182×7.3×(55×2178.5)×98%/100000=1560.1mAh
根据历史数据推算COV能力(COV变异系数=σ标准差/μ均值),假设容量COV可以满足≤1%,并且通常3σ能力被认为是合格质量水平(不良率≤0.03%)3σ=3×1560.1×1%=46.8mAh容量分布范围1560.1±3σ=1513.3~1606.9mAh>1510mAh,满足容量设计要求。
第二种方法:模拟容量分布
根据公差控制标准,分别生成正极克容量、正极面密度、正极片宽度、正极片长度(双面)、正极配方Loading的随机正态数列。生成随机正态数列的公式为:

根据生成结果计算容量,然后绘制分布图:
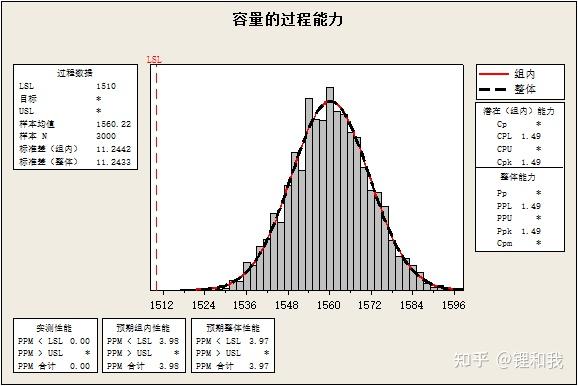
从图中可以直观的看到,容量最小值1517.5mAh,最大值1596.9mAh,容量CPK能力1.49>1.33,满足容量设计要求。


